-


-


WeChat
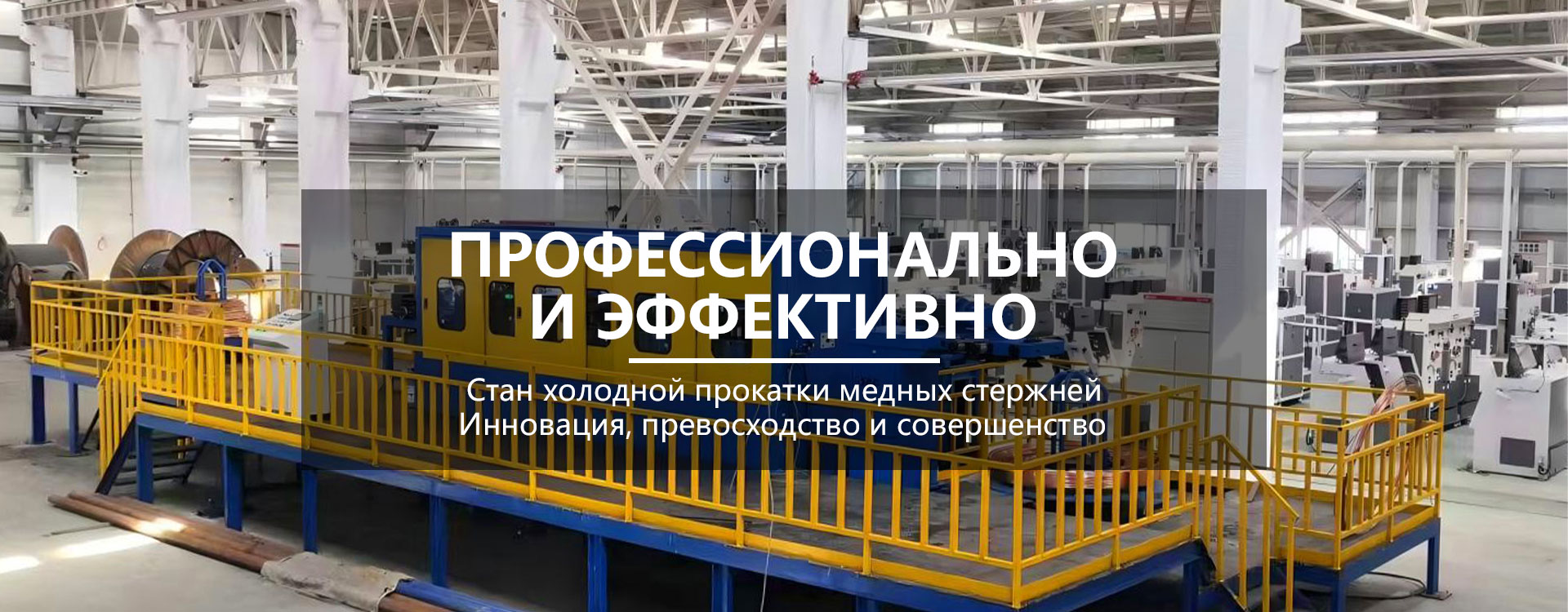
Китай: лидер по прокатным станам для медных стержней?
2026-01-22
Вопрос в заголовке — он часто всплывает в разговорах на выставках вроде ?Металл-Экспо?. Многие, особенно из СНГ, сразу думают о Германии или Италии. Но реальная картина на рынке оборудования, особенно для медных стержней, за последние 10-15 лет сильно изменилась. Если говорить о массовом сегменте, о надежных рабочих лошадках для производства катанки или прутка, то да, Китай сейчас задает тон. Но не весь Китай, и не всегда это было так.
Откуда этот рост? Не только цена
Раньше китайские станы ассоциировались с копированием и проблемами с точностью. Помню, лет десять назад мы рассматривали линию для прокатки медной катанки 8 мм. Итальянская — идеальная, но цена заоблачная. Китайская — в три раза дешевле, но в техзадании были сомнительные допуски по овальности. Решили рискнуть, и это была ошибка. Первые полгода ушли на доводку клетей и настройку приводов совместно с инженерами поставщика. Опыт болезненный, но показательный.
Сейчас же эти же поставщики часто привозят уже готовые, обкатанные решения. В чем прорыв? Они начали делать свои ключевые компоненты. Не просто сваривают станину, а используют собственное литье для подшипниковых узлов, ставят более надежные редукторы (часто по лицензии или в сотрудничестве с тайваньскими производителями). Фокус сместился с ?сделать дешево? на ?сделать достаточно хорошо для стабильной работы в 3 смены?. Это критично для нашего бизнеса — простой из-за поломки клети стоит дороже всей экономии на закупке.
Еще один момент — гибкость. Попробуй заказать у европейцев нестандартный калибр валков для экспериментальной марки сплава. Ждать чертежей и расчетов будешь месяцами, цена взлетит. Многие китайские инжиниринговые команды, особенно в Чжэцзяне и Цзянсу, реагируют за неделю. Пришлешь им образец прутка — они быстро делают пробную прокатку на своем опытном участке и присылают видео. Это не идеально, но позволяет быстро тестировать новые продукты.
Где подводные камни? Опыт из практики
Главный камень — не сам стан, а ?периферия?. Китайские производители часто предлагают полный цикл: плавильная печь, литейно-прокатный агрегат, моталки. И здесь качество узлов может сильно разниться. Например, система водяного охлаждения валков. В дешевых комплектах ставят обычные коллекторы и шланги — через полгода начинаются течи, падает давление, страдает качество поверхности прутка. Приходится сразу на этапе заказа требовать спецификации на насосы и систему фильтрации, а лучше — закладывать бюджет на замену этого узла на местные или европейские компоненты.
Электрика и автоматика — отдельная история. Чаще всего предлагают базовый ПЛК (например, Siemens или Mitsubishi, но иногда и местные бренды вроде Delta) с минимальным набором функций. Программное обеспечение для управления натяжением и скоростью по клетям может быть ?сырым?. Мы однажды купили линию, где софт не позволял плавно менять скорость при переходе на другой диаметр — был резкий рывок, который рвал заготовку. Пришлось приглашать стороннего инженера-автоматизатора, чтобы переписать логику. Теперь мы всегда закладываем отдельный пункт в контракт на доработку ПО под наши конкретные техпроцессы.
И конечно, логистика и сервис. Ждать запчасть 45-60 дней — это норма. Поэтому умные покупатели сразу заказывают двойной комплект запасных валков, подшипников, шестерен. А сервисные инженеры, хотя и приезжают по визе оперативно, не всегда имеют глубокий опыт. Они знают свое оборудование, но если проблема на стыке, например, с твоей старой разматывающей машиной, — тут уже твоя головная боль.
Кейс: ООО Цзясин Цзичэн — пример эволюции
Вот, кстати, характерный пример такой эволюции поставщика — ООО Цзясин Цзичэн Механическое Оборудование. Компания из Цзясиня, что в Чжэцзяне — регионе, славящемся кластером производителей металлообрабатывающего оборудования. Их сайт jxjcjx.ru ориентирован на русскоязычный рынок, что уже говорит о стратегии. Они позиционируют себя как производители полного цикла: от бескислородной медной катанки до прокатных станов и волочильных машин.
Что интересно в их предложении? Они делают акцент на машины непрерывного литья и прокатки (CCR — Continuous Casting and Rolling). Это ключевая технология для эффективного производства катанки. Раньше такие агрегаты были прерогативой нескольких европейских и японских гигантов. Судя по их материалам, они не просто копируют, а предлагают конфигурации под разные мощности, что важно для средних предприятий, которые не могут купить гигантскую линию от SMS group.
Их расположение — рядом с Ханчжоу, Нинбо — это доступ к хорошей инженерной базе и портам для отгрузки. Удобно для логистики в РФ и Казахстан. По опыту общения с такими заводами, они часто готовы сделать пробную партию валков под твой профиль, чтобы доказать компетенцию. Это практичный подход, который работает лучше любой рекламы.
Что значит ?лидер?? Объемы vs. Высокий сегмент
Если мерить лидерство количеством проданных станов для прокатки меди в мире — Китай, безусловно, первый. Но это лидерство в среднем и нижнем ценовом сегменте. Они заполонили рынки Азии, Африки, Восточной Европы. Их оборудование — это часто оптимальный выбор для запуска производства или его расширения при ограниченном бюджете.
Однако в сегменте высокоточного оборудования для специальных сплавов, для прокатки микродиаметров или сверхчистых поверхностей, пока доминируют старые европейские и японские бренды. Их ниша — это когда допуски измеряются в микронах, а не в сотых миллиметра. Китайские инженеры активно над этим работают, но разрыв еще есть, особенно в области метрологии и долговременной стабильности систем управления.
Поэтому ответ на вопрос из заголовка неоднозначный. Для 80% задач по выпуску стандартного медного прутка, катанки для дальнейшего волочения — да, китайские производители стали де-факто лидерами по предложению. Они предлагают лучший баланс цены, достаточного качества и технологической готовности. Но говорить о тотальном лидерстве во всех аспектах пока рано. Рынок сегментирован, и китайские игроки пока что прочно оккупировали самый массовый его пласт.
Вывод для покупателя: на что смотреть сегодня?
Исходя из своего опыта, советую смотреть не на страну происхождения как на ярлык, а на конкретные вещи. Во-первых, на историю завода. Если компания, как та же ООО Цзясин Цзичэн, работает с 2000-го года — это уже показатель. Они пережили несколько циклов рынка, накопили опыт, видели свои ошибки. У них на сайте видно, что они развивают линейку — это важно.
Во-вторых, обязательно требовать список референсов, причем не в Китае, а в схожих с твоими условиях — в Восточной Европе, Турции. И связаться с этими клиентами напрямую, спросить про реальную производительность, проблемы, сервис.
В-третьих, фокусироваться на ?железе?: из какой стали валки, кто производитель подшипников (желательно SKF, FAG или NSK, а не no-name), какая система смазки. И отдельно прописывать в контракте все по ПО и электрике.
Китайское оборудование перестало быть лотереей. Это теперь рабочий инструмент, который при грамотном выборе и адаптации дает серьезное конкурентное преимущество за счет снижения капитальных затрат. Но подход к его покупке должен быть таким же технически дотошным, как и к немецкому. Только тогда результат будет предсказуемым. А вопрос о лидерстве… пусть на него отвечает рынок своими заказами. Судя по потоку оборудования из портов Нинбо и Шанхая, ответ уже очевиден для большинства.





